- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search

Views: 178 Author: Site Editor Publish Time: 2026-05-28 Origin: Site








For decades, carbon steel and stainless steel were the default materials for rail transit rolling stock. Today, stringent energy efficiency mandates and the operational demands of high-speed networks are forcing a material shift. Transit authorities and rolling stock manufacturers face a balancing act. They must reduce vehicle mass to lower energy consumption and track wear. At the same time, they cannot compromise crashworthiness, structural rigidity, or lifecycle longevity.
By leveraging advanced extrusion technologies, aluminium rail transit profiles have evolved from a lightweight alternative into the industry standard for passenger railcar shells. This transition fundamentally alters transit engineering and operational efficiency. In the following sections, you will discover how material science innovations are reshaping train bodies. We will explore alloy specifications, manufacturing advantages, and the practical limits of this industry-wide transition.
Weight-to-Energy Efficiency: Aluminum structures reduce car shell weight by up to 50% compared to low-carbon steel, directly lowering power consumption and allowing for faster acceleration/deceleration in frequent-stop urban transit.
Manufacturing Consolidation: Modern extrusion capabilities allow for single profiles up to 75 feet (23 meters) long, drastically reducing weld points, assembly time, and structural failure risks.
Targeted Alloy Deployment: The industry standard relies on a specific mix: 6000-series for extruded body structures, 5000-series for aerodynamic skin panels, and 7000-series for select high-stress components.
Strategic Boundaries: Aluminum dominates the rolling stock body, but steel retains its position in high-pressure components like rails, wheels, and heavy-duty bogie chassis.
Heavier trains require exponentially more energy to move and brake. Transit networks rely on frequent stops, making acceleration mass a critical metric. Using lightweight rail profiles lowers the per-passenger electricity consumption significantly. It also reduces mechanical wear on braking systems. Less weight means tracks endure less friction and downward force. This directly translates to longer intervals between track replacements.
Maintenance reduction presents another massive operational advantage. Carbon steel requires extensive, ongoing painting and coating. Without these treatments, steel quickly succumbs to rust. Conversely, corrosion resistant aluminum profiles naturally form a robust protective oxide layer. This chemical trait extends asset life. It minimizes downtime in harsh environments. Coastal routes and high-humidity subterranean systems benefit heavily from this natural resilience.
You might assume lighter materials sacrifice safety. In reality, engineered aluminum possesses excellent energy-absorbing characteristics. Railcar manufacturers design specific deformation zones into the front and rear of the vehicle. During a collision, these zones collapse predictably. They absorb kinetic energy before it reaches the passenger cabin. This controlled crumpling maintains compartment integrity much better than rigid, brittle alternatives.
Manufacturing a train body out of aluminum differs entirely from steel fabrication. Traditional steel cars require assembling hundreds of individual stamped sheets. Workers then weld support ribs across these panels. Aluminum bypasses this fragmented method. We use large-scale train body aluminum extrusion to simplify production.
The extrusion process provides several core manufacturing advantages:
Monolithic Cross-Sections: Engineers can design a single die to extrude complex hollow shapes. These profiles integrate functional channels for wiring and HVAC systems right into the structural wall.
Weld Reduction: Modern presses create seamless parts up to 75 feet long. A single full-length section eliminates dozens of transverse weld joints. This reduces weak points and structural failure risks.
Acoustic Dampening: Hollow multi-wall designs naturally block exterior track noise. They create a quieter ride without adding heavy insulating materials.
The precision of these extruded shapes enables modular "plug-and-play" assembly. Technicians lock panels together quickly. This method reduces reliance on complex manual welding. Consequently, factories shorten their manufacturing timelines. Fleet rollouts experience fewer project delays.
Thermal management adds another layer of utility. Aluminum offers exceptionally high thermal conductivity. It serves as an ideal enclosure for high-voltage electrical systems. When transit vehicles operate under high loads, these enclosures naturally dissipate heat. They keep sensitive internal electronics cool without requiring heavy secondary cooling blocks.
You cannot use raw aluminum for heavy transit applications. Engineers must specify exact alloy blends based on localized stress factors. The transit industry universally categorizes rail vehicle aluminum profiles into three distinct families.
The 6000-series forms the structural backbone. Alloys like 6005A and 6082 account for roughly 70% of a modern railcar's aluminum content. They offer an optimal balance of medium-to-high strength. More importantly, they extrude beautifully. Manufacturers use them for complex hollow sections. These alloys also resist stress-corrosion cracking. They perform reliably in floors, side walls, and roof structures.
The 5000-series covers skin and aerodynamics. Alloys like 5083 are high-strength, non-heat-treatable metals. They possess superior formability. Engineers rely on them to craft curved front-end driving cabs. Traditional straight extrusions cannot form these aerodynamic bullet-nose shapes. Instead, fabricators bend and stretch 5000-series sheet metal over support beams.
The 7000-series handles high-stress load bearing. Extreme-strength alloys like 7050 are age-hardened. You will find them deployed in specific undercarriage applications. For example, forged aluminum axle boxes use 7000-series metal. They reduce unsprung weight by over 60% compared to cast steel equivalents. They do this while perfectly maintaining load integrity.
Alloy Series | Key Characteristics | Primary Transit Application | Volume in Railcar |
|---|---|---|---|
6000-Series (e.g., 6005A) | Excellent extrudability, balanced strength, stress-corrosion resistant | Floors, side walls, structural roofs (Extruded Profiles) | ~70% |
5000-Series (e.g., 5083) | Superior formability, high corrosion resistance | Aerodynamic front-end driving cabs, outer skin panels | ~27% |
7000-Series (e.g., 7050) | Extreme load-bearing strength, age-hardened | Forged axle boxes, highly stressed undercarriage parts | ~3% |
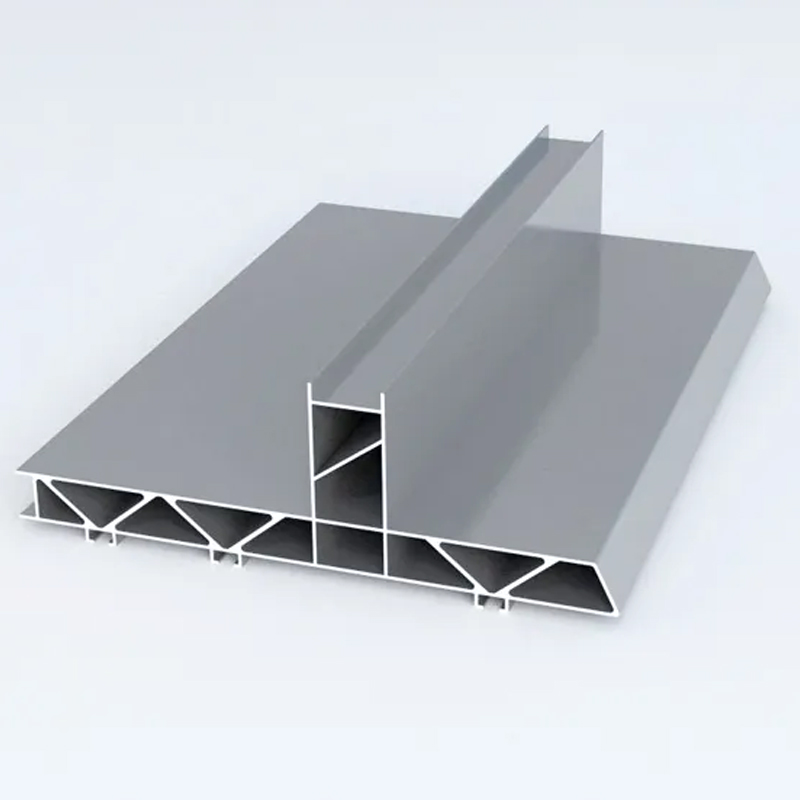
Despite its advantages, aluminum requires specific design compromises. To match the inherent structural rigidity of stainless steel, many subway aluminum profiles utilize a "double-skin" construction. These are hollow, multi-wall extrusions. This design offsets some weight advantages. In fact, a double-skin aluminum shell often weighs roughly the same as a single-skin steel shell. However, the true gains emerge elsewhere. Double-skin bodies provide vastly superior acoustic insulation. They deliver aerodynamic flush finishes. They drastically simplify the assembly process.
Thermal expansion presents another practical challenge. Aluminum expands under heat significantly more than steel. Engineering designs must account for this physical reality. If a train experiences extreme temperature swings, long aluminum panels will shift. Designers incorporate specific expansion tolerances. They use specialized joint configurations during assembly. These steps prevent structural warping over time.
We must also clarify the strict boundaries for aluminum. Rails, wheels, brake discs, and heavily loaded freight bogies remain exclusively steel or cast iron. Aluminum is simply too soft. It cannot withstand the millions of pounds of concentrated rolling pressure at the wheel-rail interface. The material would flatten under the train's weight. Furthermore, extreme frictional heat from brake pads would melt aluminum discs. In these high-pressure zones, dense iron and steel continue to dominate.
Sourcing aluminum profiles requires careful vendor vetting. The extrusion itself is only half the battle. How a manufacturer joins and treats the metal determines the vehicle's lifespan. Procurement teams should mandate strict evaluation criteria when selecting supply partners.
When shortlisting vendors, evaluate these critical capabilities:
Friction Stir Welding (FSW): Reject traditional MIG welding for thick structural joints. FSW is a solid-state joining process. It eliminates consumable welding wire. It minimizes heat distortion across the panel. FSW ensures deep-penetration structural integrity without introducing porous weaknesses.
International Certifications: Do not compromise on compliance. A qualified vendor must hold EN 15085 certification. This governs the welding of railway vehicles. They must also maintain ISO/TS 22163 (IRIS Certification) for railway quality management.
Surface Treatment Expertise: High-speed trains exceed 200 km/h. They face extreme temperature fluctuations, high-velocity debris, and corrosive salt spray. The vendor's profiles must be perfectly compatible with multi-stage coating systems. This includes applying specific epoxy primers and durable polyurethane topcoats.
Vendors controlling the entire process internally offer the lowest risk. Look for partners who extrude the raw metal, perform the FSW assembly, and conduct rigorous non-destructive testing under one roof.
The material transition in rolling stock engineering represents a comprehensive upgrade in system integration. Aluminum changes how modern trains are built, operated, and maintained. It moves the industry away from labor-intensive piece-by-piece welding toward modular, high-precision extrusion assembly.
To capitalize on these engineering advancements, consider the following action steps:
Prioritize alloys accurately. Specify 6000-series for main bodies and 5000-series for complex curved skins.
Adopt double-skin extrusion designs for subway projects to maximize acoustic dampening and assembly speed.
Partner exclusively with fabricators utilizing Friction Stir Welding (FSW) to guarantee joint integrity.
Keep steel where it belongs. Maintain carbon and cast steel for wheels, tracks, and brake discs to endure point-loading friction.
A: The decision relies strictly on contact pressure limits. Aluminum lacks the compressive strength and surface hardness required to endure point-loading. The entire weight of a train rests on a few square inches at the wheel-rail interface. Aluminum would deform and flatten under this extreme pressure, making steel necessary.
A: Yes. Aluminum ensures engineered crashworthiness. While the base material is softer than steel, aluminum extrusions incorporate specific kinetic energy absorption zones. During an impact, these honeycomb-like structures predictably collapse and fold. They absorb the crash energy, safely protecting the rigid passenger survival cell inside.
A: This choice stems from local maintenance habits. Unpainted stainless steel heavily resists the harsh chemical solvents used to remove graffiti. Aluminum generally requires clear coats or paint finishes. Aggressive chemical cleaners easily strip and damage these coatings, making bare stainless steel preferable in transit systems experiencing high vandalism.